- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Factores que influyen en la tasa de contracción plástica y los métodos de modificación
Factores que afectan la tasa de contracción plástica
1. Influencia materna:
(1) Tipo de material: diferentes tipos de plástico tienen diferentes tasas de contracción (ver Tabla 1).
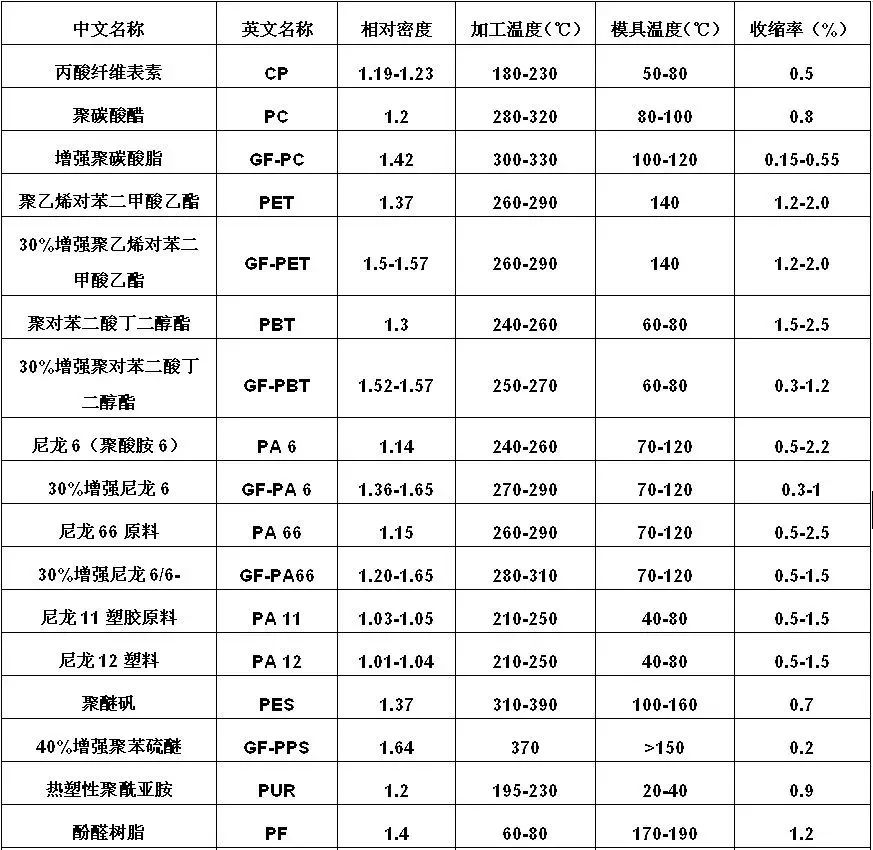
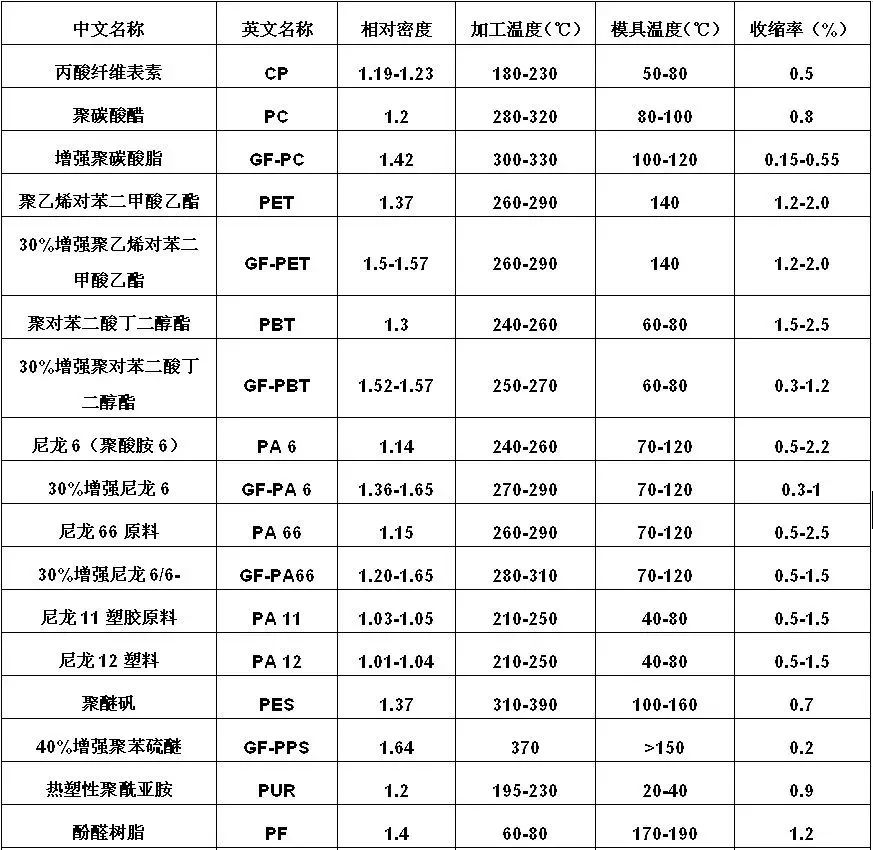
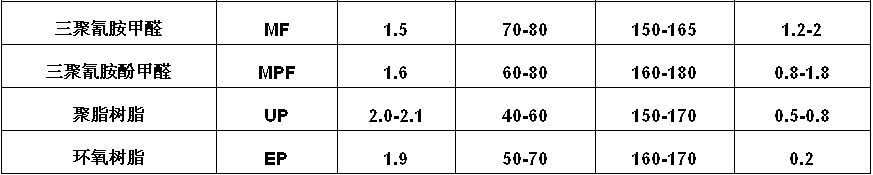
De la Tabla 1, se puede ver que entre los termoplásticos, el 40%de PPS reforzado con fibra de vidrio tiene la tasa de contracción más baja (0.2%), mientras que entre los termoestables, la resina epoxi tiene la tasa de contracción más baja (0.2%). Los fluoroplásticos tienen la tasa de contracción más alta, alcanzando hasta aproximadamente el 6%; seguido de polietileno de baja densidad (LDPE) con una tasa de contracción máxima del 5%.
(2) Cristalinidad del material: para el mismo material, la cristalinidad más baja da como resultado una velocidad de contracción más pequeña. Entre varios factores de influencia, el grado de cristalinidad de resina tiene el impacto más significativo en la contracción.
(3) Material de peso molecular: para el mismo material, un peso molecular más alto conduce a una velocidad de contracción más pequeña. Las resinas con el mismo peso molecular pero una mejor flujo de flujo exhiben una menor contracción de moldeo.
(4) Modificación del material: agregar otras resinas, elastómeros o rellenos a la resina base reduce su tasa de contracción a diversos grados. Las diferencias en la tasa de contracción de resina afectan en gran medida la precisión dimensional de las piezas durante el procesamiento de fusión. Para producir piezas de plástico de alta precisión, se deben usar resinas con bajas tasas de contracción. Por ejemplo, la resina PP tiene una tasa de contracción de 1.8%–2.5%, y su contracción aumenta con la disminución del peso molecular, lo que dificulta producir piezas de PP de alta precisión.
2. Influencia del proceso de enmendamiento:
(1) Con una temperatura de moldeo constante, el aumento de la presión de inyección disminuye la contracción.
(2) El aumento de la presión de sujeción disminuye la contracción.
(3) La elevación de la temperatura de fusión reduce ligeramente la contracción.
(4) La temperatura más alta del molde aumenta la contracción.
(5) El tiempo de retención más largo disminuye la contracción (la contracción no se ve afectada después de la solidificación de la puerta).
(6) El tiempo de enfriamiento más largo en el molde disminuye la contracción.
(7) La mayor velocidad de inyección tiende a aumentar ligeramente la contracción (efecto menor).
(8) La contracción del moldura es grande, la post-Shrinkage es pequeña; La posterior a la Shrinkage es significativa durante los primeros dos días y se estabiliza después de aproximadamente una semana.

3. Influencia de la estructura parte:
(1) Las piezas de paredes gruesas tienen una contracción más alta que las piezas de paredes delgadas.
(2) Las piezas con insertos tienen una contracción más baja que las piezas sin insertos.
(3) Las partes con formas complejas tienen una contracción más baja que las piezas de forma simple.
(4) La contracción en la dirección de longitud es menor que la contracción en la dirección del grosor.
(5) Los agujeros internos exhiben una alta contracción, mientras que las características externas exhiben una baja contracción.
4. Influencia de la estructura del molde:
(1) El tamaño de la puerta más grande disminuye la contracción.
(2) La contracción perpendicular a la dirección de la puerta se reduce, se aumenta la contracción paralela a la dirección de la puerta.
(3) Las áreas más lejos de la puerta tienen una contracción más baja que las áreas cerca de la puerta.
(4) Las secciones de la parte limitada por el molde exhiben una menor contracción, las secciones sin restricciones exhiben una mayor contracción.
Métodos de modificación para reducir la tasa de contracción plástica
1. Llenado de fibra:
Las fibras incluyen varias fibras inorgánicas y orgánicas. Tomar la fibra de vidrio como ejemplo, agregar 35% de fibra de vidrio a la resina PP puede reducir su tasa de contracción del 1,8% (sin relleno) al 0,5%. Los plásticos reforzados con fibra de vidrio largo desarrollados en los últimos años ofrecen ventajas en el control de contracción, exhibiendo tasas de contracción bajas y consistentes en direcciones longitudinales y transversales.
2. Llenado de relleno inorgánico:
Los rellenos inorgánicos incluyen talco, carbonato de calcio, sulfato de bario, polvo de mica, wollastonita y montmorillonita, etc. El tipo de relleno, la forma, el tamaño de la partícula y el nivel de tratamiento de la superficie influyen en su efectividad para modificar la tasa de reducción de la resina.
(1) Forma de relleno: los rellenos de diferentes formas afectan la reducción de la contracción de manera diferente, con el orden de efectividad: Flake> Ainge> Granular> esférico. Por ejemplo, la montmorillonita y la mica escamosa reducen significativamente la contracción compuesta.
(2) Tamaño de partícula de relleno: para el mismo relleno, los tamaños de partículas más pequeños tienen un mayor efecto en la reducción de la contracción. Por ejemplo, en PP lleno de talco (20% Talc + 8% POE), a medida que el tamaño de partícula de talco aumenta de malla 1250 a 5000, la tasa de contracción disminuye de 1.05% a 0.8%.
(3) Tratamiento de relleno: el tratamiento superficial del relleno mejora su efecto de reducción de contracción. Por ejemplo, el ABS lleno de 10% de talco muestra una reducción de contracción de 0.48% a 0.42% cuando el talco se trata con agente de acoplamiento de aluminados.
(4) Carga de relleno: para el mismo relleno, una mayor carga da como resultado una mayor reducción en la tasa de contracción.
3. Cristalinidad de reducción:
(1) Agregar agentes reductoras de cristalización: comúnmente utilizados son compuestos de moléculas pequeñas que interrumpen la regularidad molecular y obstaculizan el movimiento molecular en el estado de masa fundida, reduciendo así la cristalinidad.
(2) Agregar otras resinas: mezclar pequeñas cantidades de LDPE o HDPE en PP puede alterar su cristalización durante el procesamiento. También se pueden agregar resinas no cristalinas como PS, ABS, PMMA o PC.
4. Agradando los elastómeros:
Se pueden agregar elastómeros como POE, EPDM y SBS. Cuando el contenido de elastómero es inferior al 5%, su efecto en la reducción de la contracción de PP es similar. Por encima del 5% de contenido, la efectividad difiere por tipo, con la orden de reducción de contracción: Poe> Epdm> SBS (consistente con su efecto de endurecimiento sobre PP). La combinación de rellenos inorgánicos y elastómeros en PP produce una mejor reducción de contracción.
5. Modificación de injerto químico:
La modificación del injerto de PP puede reducir su cristalinidad, logrando así una velocidad de contracción más baja.