- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Por qué CYCOLOY™ CX7240 es una opción confiable para PC/ABS con retardante de llama no halógeno y de alto rendimiento
En industrias como la electrónica y la electricidad, el transporte ferroviario, los dispositivos médicos y los electrodomésticos inteligentes, una contradicción central en el diseño se está volviendo cada vez más prominente: ¿cómo reducir el volumen y el peso y al mismo tiempo cumplir con estrictos estándares de seguridad y retardo de llama? Los materiales retardantes de llama halogenados tradicionales son de bajo costo, pero enfrentan crecientes regulaciones ambientales y preocupaciones sobre la emisión de humo tóxico durante la combustión. Por lo tanto, las aleaciones de PC/ABS retardantes de llama no halógenas se han convertido en una opción habitual en los plásticos de ingeniería.CYCOLOY™ CX7240 de SABIC, con sus datos de rendimiento verificables, certificaciones autorizadas y características de procesamiento estable, se destaca como una solución confiable en este campo.
1. Esencia del material: ventajas técnicas de las aleaciones de PC/ABS
CX7240 es una mezcla modificada de policarbonato (PC) y acrilonitrilo-butadieno-estireno (ABS).El PC proporciona excelente resistencia al calor, resistencia al impacto y estabilidad dimensional; El ABS mejora el flujo de fusión, lo que hace que el material sea más fácil de moldear por inyección en piezas complejas de paredes delgadas. La sinergia entre ambos logra un equilibrio ideal entre rendimiento mecánico y procesabilidad. El sistema retardante de llama utiliza tecnología sin cloro ni bromación de SABIC, que no contiene aditivos halogenados y cumple con los requisitos de cumplimiento a largo plazo de RoHS, REACH y otras directivas medioambientales.
2. Propiedades físicas clave verificables: rigidez y dureza combinadas
Para la selección de plásticos de ingeniería, los diseñadores necesitan datos rastreables y reproducibles. CX7240 se prueba según las normas ASTM e ISO, con los siguientes indicadores principales:
• Densidad/gravedad específica: 1,19–1,20 g/cm³ (ASTM D792 / ISO 1183): beneficioso para diseños livianos; En comparación con el ABS retardante de llama tradicional, el peso de la pieza se puede reducir aproximadamente entre un 5% y un 10% para el mismo volumen.
• Tasa de flujo de fusión (MFR): 15–18 g/10 min (260 °C / 2,16 kg): grado de flujo medio-alto, capaz de llenar moldes de paredes delgadas (0,8–1,5 mm) y de trayectoria de flujo larga, lo que reduce el riesgo de disparos cortos.
• Módulo de tracción: 2600 MPa (ASTM D638 / ISO 527): proporciona suficiente rigidez estructural para componentes que soportan carga, como carcasas y soportes.
• Resistencia a la tracción: límite elástico 65,0 MPa, resistencia a la rotura ≥58,0 MPa: indica la fluencia del material antes de la fractura, ofreciendo la reserva de tenacidad necesaria para los plásticos de ingeniería.
• Módulo de flexión: aprox. 2500 MPa; Resistencia a la flexión: 96–104 MPa (ASTM D790 / ISO 178): resistencia confiable a la deformación por flexión.
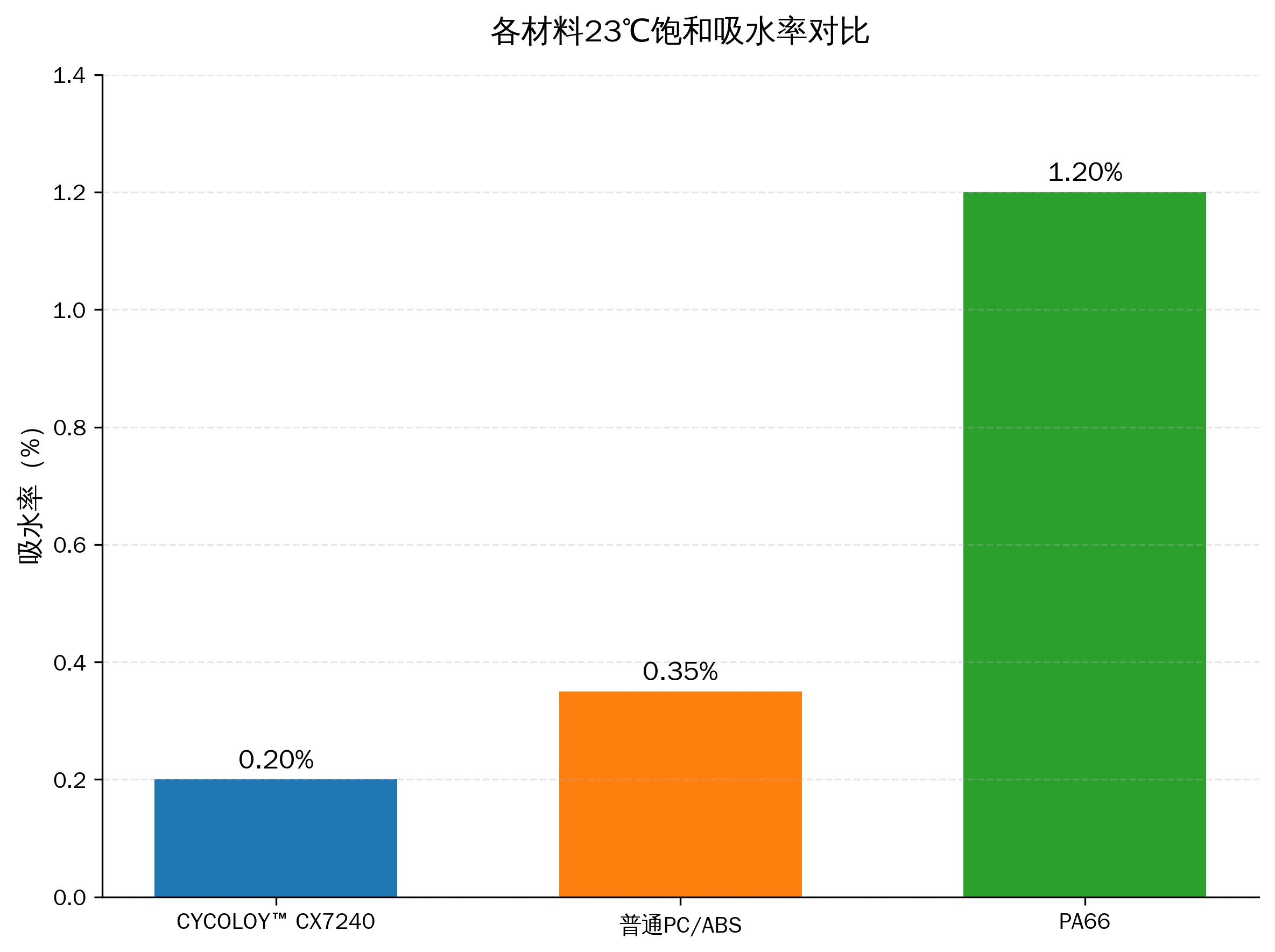
• Absorción de agua (23°C saturado): solo 0,20%, mucho menor que los materiales higroscópicos como el nailon, lo que resulta en un cambio dimensional mínimo en condiciones de humedad/calor, adecuado para piezas moldeadas de precisión, como conectores y carcasas de sensores.
Todos los datos anteriores se pueden verificar en las hojas de datos oficiales de SABIC y en la Tarjeta Amarilla UL (por ejemplo, número de archivo E207780). Shanghai Weisa Plastic Technology Co., Ltd. puede proporcionar informes de fábrica originales con cada envío para garantizar la trazabilidad.
3. Retardante de llama no halógeno: valor de ingeniería del V-0 de pared delgada
Un indicador clave para evaluar materiales retardantes de llama es la clasificación UL 94 en condiciones de paredes delgadas. CX7240 ha obtenido las siguientes certificaciones:
• UL 94 V-0: hasta 0,75 mm;
• UL 94 5VA: 3,0 mm;
• UL 94 5VB: 1,5 mm.
La importancia de 0,75 mm V-0 merece especial atención: muchos compuestos retardantes de llama no halógenos de PC/ABS alcanzan fácilmente V-0 a 1,5 mm o más, pero a menudo bajan a V-2 o HB por debajo de 1,0 mm. CX7240 mantiene V-0 con un grosor de 0,75 mm, lo que significa que se puede utilizar para carcasas de productos electrónicos ultradelgadas (por ejemplo, compartimentos para baterías de drones, dispositivos portátiles inteligentes, carcasas para adaptadores de corriente) sin necesidad de piezas metálicas o revestimientos adicionales. Mientras tanto, el sistema no halógeno genera poco humo y gases poco corrosivos durante la combustión, cumpliendo con los requisitos de humos de baja toxicidad de estándares como el tránsito ferroviario EN45545-2 y el eléctrico/electrónico IEC 62368-1.
4. Problemas prácticos resueltos: desde la selección de materiales hasta la producción
A lo largo de años de servicio a clientes en los sectores de equipos electrónicos, eléctricos y industriales, hemos resumido tres problemas prácticos principales que resuelve CX7240:
• Fallo de retardo de llama en paredes delgadas: muchos materiales no pueden pasar la prueba V-0 con espesores de pared inferiores a 1,0 mm, lo que obliga a los diseñadores a aumentar el espesor o modificar estructuras, lo que entra en conflicto con los objetivos de ligereza. CX7240 permite un diseño directo con un espesor de pared de 0,75 mm sin concesiones.
• Riesgo de cumplimiento de halógenos: los equipos electrónicos exportados a la UE, América del Norte y otros mercados requieren declaraciones libres de halógenos. CX7240 evita PBB, PBDE y otros éteres de difenilo polibromados en la fuente de formulación, lo que simplifica la documentación de cumplimiento de los clientes.
• Ventana de proceso de moldeo por inyección estrecha: algunos materiales con alto retardo de llama tienen un flujo deficiente, lo que provoca marcas de flujo, quemaduras o depósitos de moho. CX7240 tiene un MFR de 15 a 18, una temperatura de fusión recomendada de 260 a 280 °C y una temperatura del molde de 60 a 80 °C, lo que permite una producción estable en máquinas de moldeo por inyección de uso general y reduce el tiempo de preparación.