- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Comprensión de los valores de laboratorio: la verdadera forma de leer el color: tres parámetros fundamentales para el control de la diferencia de color en plásticos de ingeniería
“¿Es aceptable o no un ΔE de 2,1 en el informe del colorímetro?”
"El cliente dice que los valores de laboratorio no son correctos, pero a mí los colores me parecen casi iguales".
Estas son preguntas que nuestro equipo técnico escucha todos los días. En la industria de los plásticos técnicos, la diferencia de color ya no se juzga únicamente a simple vista. Ya sean piezas interiores de automóviles, carcasas electrónicas 3C o componentes estructurales industriales, los clientes casi siempre incluyen un estándar de aceptación de diferencia de color que establece claramente: ΔE ≤ 0,5, con valores L, a, b dentro de las tolerancias especificadas.
Entonces, ¿qué son exactamente L, a y b? ¿Y por qué son más fiables que la inspección visual? Hoy explicaremos estos tres parámetros en el lenguaje de la producción de plásticos de ingeniería.

I. El “sistema de coordenadas” del color: el espacio de color del laboratorio
Imagine que para señalar una ubicación en un mapa, necesita longitud, latitud y altitud. El espacio de color Lab es el “sistema de coordenadas tridimensional” del color.
Establecido por la Comisión Internacional de Iluminación (CIE) en 1976, sigue siendo el estándar de oro mundial para la medición del color. Cualquier color puede ubicarse de forma única en este espacio tridimensional mediante un conjunto de coordenadas (L, a, b).
• Valor L (Luminosidad): varía de 0 a 100. L=100 es blanco puro, L=0 es negro puro. En los plásticos de ingeniería, una parte negra que aparece grisácea o una parte blanca que se vuelve amarillenta es esencialmente un cambio en el valor L.
• un valor (tono rojo-verde): los valores positivos indican rojo, los valores negativos indican verde. Cuando un ABS retardante de llama que debería ser de color rojo brillante se convierte en un “rojo ladrillo opaco”, es probable que el problema sea el valor a.
• Valor b (tono amarillo-azul): los valores positivos indican amarillo, los valores negativos indican azul. El valor b es el parámetro más "sensible": materiales como PBT, PC y nailon son propensos a amarillear durante el procesamiento a alta temperatura. Cuando el valor b cambia positivamente, la pieza visiblemente "se vuelve amarilla".
II. Tres números, tres “síntomas de diferencia de color” comunes
En la planta de producción, diagnosticamos rápidamente las causas fundamentales mediante cambios en los valores de laboratorio:
1. Gran desviación en el valor L: priorice la verificación del estado del material y el proceso de moldeo.
• Valor L alto (demasiado blanco/pálido): Posiblemente baja temperatura del molde o insuficiente dióxido de titanio en el masterbatch de color.
• Valor L bajo (demasiado oscuro): Posible degradación del material (exposición excesiva a altas temperaturas) o mala ventilación del moho.
2. Gran desviación en un valor: priorice la verificación de la formulación del material.
• Cambio positivo en un valor (rojizo): común en materiales retardantes de llama, donde el retardante de llama se descompone a altas temperaturas, provocando la decoloración del colorante.
3. Gran desviación en el valor b: priorice la verificación de las condiciones de secado y la temperatura de inyección.
• Cambio positivo en el valor b (amarillento): la causa más común es el secado excesivo o la temperatura de fusión excesiva. Los materiales de nailon son especialmente sensibles: una deriva del valor b de 0,5 es visiblemente “amarillenta” a simple vista.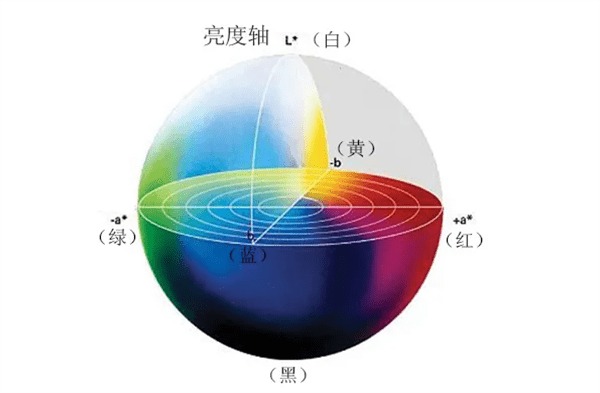
III. ¿Qué es ΔE? ¿Por qué no podemos confiar únicamente en ΔE?
ΔE es la desviación combinada entre las dimensiones L, a y b, calculada como:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Utiliza un único número para resumir la “diferencia total de color”, lo que facilita el cálculo rápido. Sin embargo, el problema es que el mismo ΔE puede representar desviaciones de color muy diferentes.
Por ejemplo:
• Caso A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (un poco demasiado blanco)
• Caso B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (desviaciones en las tres direcciones)
Ambos tienen casi el mismo ΔE, pero el caso B es más “complejo” y puede parecer “más confuso” a simple vista. Por lo tanto, el control profesional de la diferencia de color debe considerar tanto ΔE como las tolerancias individuales. Un estándar común para piezas interiores de automóviles es: ΔE < 1,0, con |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. ¿De dónde viene la diferencia de color? Cuatro fuentes comunes
Según años de experiencia al servicio de los clientes, las principales fuentes de diferencia de color se dividen en cuatro categorías:
1. Variación del lote de materiales: diferentes lotes de plásticos de ingeniería pueden tener ligeras diferencias en el color base. Incluso para el mismo grado, no es infrecuente una fluctuación del valor b de un lote a otro de 0,3 a 0,5 para POM.
2. Proceso de secado fuera de control: materiales como nailon, PET y PC son sensibles a la humedad. Un secado insuficiente o excesivo puede provocar un color amarillento. En un caso, un operador aumentó la temperatura de secado de 80°C a 100°C, lo que provocó que el valor b saltara de 1,2 a 2,8, desechando un lote completo.
3. Deriva del proceso de moldeo por inyección: pequeños cambios en la contrapresión, la velocidad del tornillo, la velocidad de inyección, la presión de mantenimiento, la temperatura del molde, etc., pueden alterar el flujo de fusión y el comportamiento de cristalización, afectando la apariencia del color. Los materiales reforzados con fibra de vidrio son particularmente sensibles.
4. Diferencias en el entorno de medición: diferentes colorímetros, fuentes de luz, aperturas de medición o incluso la presión aplicada por el operador pueden afectar las lecturas. Los clientes y proveedores deben acordar un estándar de medición unificado (por ejemplo, iluminante D65, ángulo de observador de 10°).
V. Conclusión: el color se puede gestionar
En los plásticos técnicos, el color ya no es un misterio. Los tres números L, a y b convierten el sentimiento subjetivo "Creo que el color no es el correcto" en un hecho objetivo "El valor L excede la tolerancia en 0,6, el valor b en 0,8". Comprender las cuatro fuentes de diferencia de color nos ayuda a prevenir problemas antes de que ocurran.